深圳粉末冶金加工厂家如何精密制造粉末冶金齿轮 金属切削加工服务的协同增效

在深圳这座制造业高度发达的城市,粉末冶金加工厂家以其精密、高效和定制化的能力,在齿轮制造领域占据着重要地位。粉末冶金齿轮的制造并非单一工艺,而是一个融合了粉末成型与后续精密机加工(即金属切削加工服务)的系统工程。以下是深圳厂家典型的加工流程与技术融合解析。
第一阶段:粉末冶金近净成型——齿轮的“骨骼”构建
这是齿轮制造的核心与起点,旨在制造出形状和尺寸非常接近最终产品的“生坯”。
- 粉末制备与混合:厂家根据齿轮的性能要求(如强度、耐磨性),选用铁基、铜基、不锈钢或特殊合金粉末,并与润滑剂、合金元素等精确混合。
- 模具设计与制造:基于齿轮的复杂齿形、精度等级,使用高精度数控设备(如慢走丝线切割、精密磨床)制造出高硬度的钢模。深圳厂家的模具设计能力直接决定了齿轮的成型质量。
- 压制成型:将混合粉末填入模具,在数百兆帕的高压下压制成致密的齿轮生坯。此过程能一次成型复杂的齿形、轮毂和键槽结构,材料利用率极高,远超传统锻造切削。
- 烧结:将生坯送入可控气氛烧结炉中,在低于基体熔点的温度下进行高温加热。粉末颗粒间通过原子扩散形成冶金结合,齿轮获得最终的机械强度和微观结构。
至此,齿轮已具备基本形态与性能,但对于高精度、高负载或具有特殊装配要求的齿轮,烧结后的“近净形”零件往往需要进入下一关键阶段。
第二阶段:金属切削精加工——齿轮的“精雕细琢”
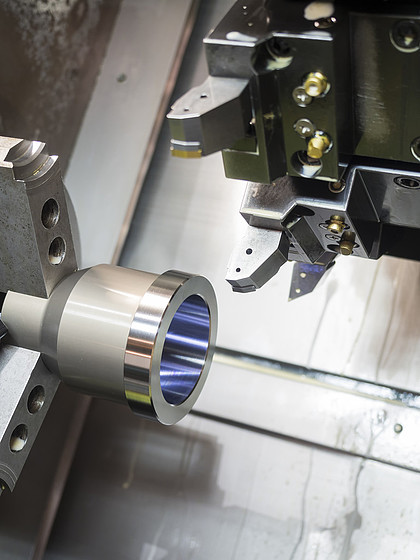
这正是“金属切削加工服务”发挥核心价值的环节。烧结后的齿轮在尺寸精度、表面光洁度或局部特征上可能无法完全满足要求,深圳的厂家通常配备先进的数控加工中心,提供一体化的精加工服务。
- 精加工的必要性:
- 修正变形:烧结过程可能引起微小且难以预测的尺寸收缩或变形。
- 提高精度:达到IT6-IT8级甚至更高的齿形精度、齿向精度,确保传动平稳低噪。
- 加工特征:成型无法直接做出的特征,如高精度内孔上的键槽、油槽、螺纹孔,或特殊的安装面。
- 改善表面:获得更低的表面粗糙度(Ra值),减少摩擦磨损。
- 关键的切削加工工序:
- 精车/精镗:使用数控车床或加工中心,对齿轮的安装基准面(如内孔、端面)进行精加工,确保严格的形位公差(如同轴度、垂直度),为后续齿部加工提供精确基准。
- 齿形精加工:这是核心中的核心。对于高要求齿轮,厂家会采用:
- 刮削/剃齿:利用精密的剃齿刀对烧结后的齿面进行精整,高效提高齿形精度和表面质量。
- 磨齿:使用数控磨齿机进行终极精加工,可修正热处理后的微量变形,达到最高的精度等级和极佳的表面光洁度,用于高端减速机、汽车变速箱等领域。
- 滚齿/插齿:有时也会对粉末冶金毛坯进行二次切削以成型特殊齿形。
- 钻孔、攻丝、拉键槽:利用加工中心或专用设备,加工出各种辅助安装和功能孔槽。
- 技术协同优势:深圳厂家的竞争力正在于此。他们将粉末冶金的“材料设计自由度高、净成型省料”优势,与CNC切削加工的“超高精度、灵活特征加工”能力深度融合。内部完成全流程,避免了外协带来的沟通成本、质量风险与交期延误。
第三阶段:后处理与检测——品质的最终保障
- 热处理:根据需求进行渗碳淬火、感应淬火等,大幅提高齿轮齿面的硬度和耐磨性,同时保持芯部的韧性。粉末冶金齿轮的热处理工艺需精准控制以防变形。
- 表面处理:进行蒸汽处理(发黑防锈)、磷化、镀锌或涂油等,提升耐腐蚀性和使用性能。
- 全流程检测:深圳先进厂家配备齿轮测量中心、三坐标测量机、硬度计、金相显微镜等,对齿形、齿距、径向跳动、硬度梯度、材料密度等进行100%或统计性检测,确保每一批齿轮都符合图纸与标准要求。
深圳的粉末冶金齿轮加工厂家,实质上提供的是 “粉末冶金近净成型 + 精密金属切削加工 + 热处理及表面处理” 的一站式解决方案。他们不仅精通粉末配比、压制与烧结的“材料艺术”,更擅长运用现代数控切削技术进行“微观整形”。这种从粉末到成品的垂直整合制造模式,使其能够高效、经济地生产出从普通传动件到高精度、高强度的复杂齿轮部件,充分满足消费电子、电动工具、汽车、智能家居、医疗器械等深圳优势产业对齿轮性能与成本的严苛要求。
如若转载,请注明出处:http://www.haidejs.com/product/62.html
更新时间:2026-06-19 12:00:35